И вот представляю на ваш суд некое микроконтроллерное устройство, способное достаточно надежно приварить пластины из нержавейки, толщиной 0,2мм.(этого достаточно для аккумуляторов) к самим элементам. Ну и некоторые другие функции, о которых потом порассуждаем.
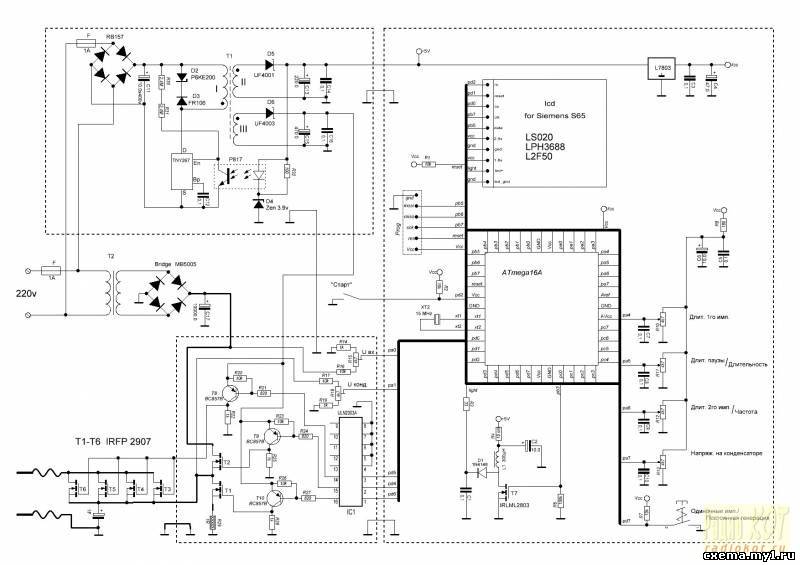
Схему можно разделить на три части: блоки питания, блок контроля на микроконтроллере, устройство формирования сварного импульса.
Блок контроля собран на микроконтроллере ATmega16A. Я применил микроконтроллер в корпусе TQFP. После того как освоил поверхностный монтаж на SMD элементах, DIP корпуса использовать стало как-то "в лом". Потенциометры R10-R13 задают рабочие режимы устройства: длительности импульсов, частоты, напряжения и т.д. Напряжения с этих резисторов подаются на АЦП микроконтроллера, нормализуются, и отображаются на дисплее как соответствующие заданные значения. Переключатель задает работу устройства в режиме одиночных импульсов, или постоянной генерации импульсов (можно использовать для резки тонких листовых металлов). Подсветка дисплея осуществляется узлом, состоящим из T7,L1,D1. Сигнал ШИМ с микроконтроллера обеспечивает работу этого узла. Стабилизатор на 78L03 используется для запитки микроконтроллера и LCD дисплея. В качестве LCD дисплея используется дисплей от сотового телефона SIEMENS S65. В этом телефоне использовались три разных типа дисплеев: LS020, LPH8836, L2F50.
Для каждого из дисплеев используется своя прошивка. Все три прошивки прикреплены ниже. Также прикреплен исходник на Си для компилятора CodeVision 2.05. Исходник подробно комментируется.
В устройстве используются три постоянных напряжения: 5В 0,3А для питания цифровой части схемы, 20В 0,2А для питания устройства формирования импульсов силовых ключей, и самый мощний источник для обеспечения зарядки рабочего конденсатора. В качестве посленего, я использовал тороидальный трансформатор мощностью 200Вт для питания галогеновых ламп. В процессе испытаний выяснилось, что 12В лучше повысить, и я домотал силовую обмотку на 8 витков. Это обеспечило напряжение после диодного моста 20В. Больше я не рискнул, боясь повредить весьма дорогостоящий автомобильный аудио конденсатор емкостью 1 Фараду. Диодный мост после этого трансформатора лучше поставить на небольшой радиатор, в процессе работы он греется.
Для получения напряжений 5В и 20В можно использовать обычный трансформатор с цепями выпрямления и стабилизации.Я же использовал импульсный преобразователь на микросхеме TNY267 от Power Integrations. Схема типовая из даташита и дополнительных пояснений не требует. Для трансформатора используется сердечник ЕЕ19 из импульсного питателя компьютера. Обмотки: I- 111 вит. ф0,2мм ,II- 6 вит. ф0,32мм. III - 21 вит. ф0,32мм . При намотке быть внимательным с фазировкой обмоток. Все обмотки мотаются в одном направлении, начала обмоток на схеме обозначены крупными точками.
Для обеспечения постоянного напряжения на рабочем конденсаторе и формирования сварного импульса используются мощные полевые ключи IRFP2907. Для их надежного открывания-закрывания требуются более высокие напряжения чем 5В. Для согласования этих уровней служит блок собранный на ULN2003A и транзисторах ВС857В. Полевые ключи Т1 и Т2 служат для поддержания постоянного напряжения на рабочем конденсаторе емкостью в 1 Фараду. Микроконтроллер анализирует напряжение на этом конденсаторе (вход ра1) и в зависимости от заданного нами посредством потенциометра R13 нужного напряжения либо открывает Т2 и подзаряжает конденсатор, либо открывает Т1 и подразряжает на резистор R29. В качестве R29 можно использовать пять мощных керамических резисторов номиналом 5,1 ом 10W соединенных параллельно. Сам сварной импульс (точнее двойной импульс) после формирователя поступает на полевые ключи Т3-Т6 и открывает их на заданное время. Поскольку токи при этом значительные (сам не мерял, нечем) используется параллельное включение четырех ключей. Это уменьшает сопротивление открытого канала полевых ключей, и уменьшает и распределяет по ключам рассеиваемую мощность. Надо отметить, что при работе все ключи греются незначительно. Правда опыт эксплуатации устройства пока небольшой. В качестве рабочего накапливающего конденсатора используется конденсатор для автоаудиосистем емкостью 1 фарада. Хорошо бы было попробовать 2 или даже 3 фарады, но цены на них кусучие.


Налаживание собранного устройства заключается в выставлении правильного отображения напряжений на конденсаторе и входного, на диодном мосту МВ5005. Устанавливаем щупы мультиметра на выводы конденсатора 1F и вращая подстроечный резистор R18 добиваемся одинаковых или близких показаний на мультиметре и дисплее. Затем повторяем ту же операцию для конденсатора С17 вращая подстроечник R15. Ну а дальше, как в сказке: "Правильно собранное устройство..... работайте. В качестве привариваемых токоведущих пластин использую приобретенную на барахолке полосу нержавейки толщиной 0,15мм. Приваривается надежно и отрывается только "с мясом" и с трудом. Для резки тонких листовых металлов использую вольфрамовый электрод ф1,6мм. которые применяются для сварки нержавейки и алюминия.
Работают с устройством следующим образом: для приваривания токоведущих пластин тумблером выставляем режим "Одиночн." а потенциометрами выставляем длительности 1го импульса, паузы и 2го импульса. Первый импульс как бы прихватывает, а второй закрепляет соединение. На каком то из ресурсов интернета вычитал, что так надежнее.Устанавливаем сварные медные электроды на привариваемые поверхности и нажимаем кнопку "Старт", которая установлена на одном из электродов. Но конечно же удобнее изготовить педаль для этого. Для резки тонких металлов один из медных электродов заменяем на вольфрамовый,тумблером переключаем в режим "Постоян.", потенциометрами задаем частоту следования и длительность импульсов, второй медный электрод устанавливаем на пластине, нажимаем кнопку "Старт" и вольфрамовым электродом прикасаемся в нужном месте. Разряд прожигает пластину.
По поводу работы устройства, могу сказать следующее: поскольку конструкция радиолюбительская, ни стендовых испытаний, ни наработки на отказ не проводилось. Так, поприваривал несколько пластин к аккумуляторным банкам, порезал пару консервных банок, работает без нареканий. Отработать режимы для сварки пластин и резки их же еще предстоит.Привариваю токоведущие пластины толщиной 0,15мм из нержавейки при:напряжении 19В, длительность первого импульса - 12ms, длительность паузы -10ms, длительность второго импульса - 50ms. При других значениях тоже приваривает. Ну а дальше необходимо нарабатывать опыт.
Файлы:
Вид 2
Исходник для CodeVision
Вид1
Прошивки
Схема
Архив с схемой и платами

 Главная
Главная  О сайте
О сайте Об ответственности
Об ответственности Для активных
Для активных Каталог сайтов
Каталог сайтов Html Код кнопки сайта
Html Код кнопки сайта Форум
Форум  Новые сообщения в форуме
Новые сообщения в форуме Поиск по форуму
Поиск по форуму Правила форума
Правила форума RSS
RSS Схемы
Схемы  Найти схему по номеру
Найти схему по номеру Схемы участвующие в конкурсах
Схемы участвующие в конкурсах Инструменты
Инструменты Теория
Теория Схемы для начинающих
Схемы для начинающих Конструкции для дома и дачи
Конструкции для дома и дачи Cхемы бытовых устройств
Cхемы бытовых устройств Усилители НЧ и все к ним
Усилители НЧ и все к ним Шпионские штучки
Шпионские штучки Радиосвязь
Радиосвязь Автомобиль
Автомобиль Компьютер и электроника
Компьютер и электроника Микроконтроллеры
Микроконтроллеры Источники питания
Источники питания Download
Download Радио-SOFT
Радио-SOFT  Журналы
Журналы Книги по электронике
Книги по электронике  Прошивки, печатки, документация
Прошивки, печатки, документация Вход
Вход  Регистрация
Регистрация
 Выбранная схема!!!
Выбранная схема!!!